
全國統(tǒng)一服務熱線
020-82303306

11年專業(yè)銷售工程師-徐工
15年專業(yè)銷售工程師-謝工
9年專業(yè)銷售工程師-王工
6年銷售工程師-張工
項目產(chǎn)品選型、技術指導高級電器工程師-李工

| 分類 | |
| 品牌 |
| 分類 | |
| 品牌 |
| 分類 | |
| 品牌 |
| 分類 |
|
| 品牌 |
|
優(yōu)勢一:廣州南創(chuàng)是一家大型傳感器、儀器儀表、工業(yè)備品備件供應商!中國傳感器聯(lián)合會誠信“AAA”級成員,多家世界知名傳感企業(yè)中國市場開拓核心合作伙伴;
優(yōu)勢二:完善的全國銷售服務網(wǎng)絡:12個區(qū)域辦事處、20個分公司、遍布全國的售后服務網(wǎng)點,為您及時便捷實現(xiàn)上門無憂售后服務;
優(yōu)勢三:為國內(nèi)多家知名大中型工業(yè)企業(yè)、航天工業(yè)企業(yè)提供國際工業(yè)自動化控制檢測設備及工業(yè)稱重系統(tǒng)和傳感器設備儀表,緊密依托中科院及清華大學的技術支持合作交流。技術、產(chǎn)品可靠值得信賴;
優(yōu)勢四:鄭重承諾:三個月內(nèi)產(chǎn)品有質(zhì)量問題無條件退換貨;
優(yōu)勢五:資深工程師為您提供全方位完善的一條龍銷售服務指導,售前專業(yè)方案設計、產(chǎn)品選型指導,售中安裝調(diào)試,售后三年上門免費跟蹤維修服務;
優(yōu)勢六:全國優(yōu)勢價格支持銷售,凡在我們公司購買產(chǎn)品,如果同類產(chǎn)品高于主流市場價格,我們雙倍補還差價,性價比高!
優(yōu)勢七:我公司在國外設有7個境外專業(yè)采購中心,保證原裝進口,貨期快捷,價格具有優(yōu)勢,可靠、放心
優(yōu)勢八:我公司代理經(jīng)銷169個品牌,全國同類產(chǎn)品系列全、品種多、多家知名企業(yè)中國合作伙伴代理。
鐵廠一燒車間配料室有兩個配料系統(tǒng)如:HBM稱重傳感器:一系統(tǒng)和二系統(tǒng),分別對應1#、2#燒結機(燒結面積均為145m2),每一配料系統(tǒng)由14臺給料圓盤及熱返礦圓盤組成,采用SCR可控硅供電,他勵直流電機驅動。眾所周知,燒結配料工序是燒結生產(chǎn)的關鍵環(huán)節(jié)之一。攀鋼煉鐵廠在配料自動控制方面進行過幾次努力,但效果較差,最后又回到人工手動配料的原始方法。采用人工配料,增、減物料較為頻繁且每次增減物料后必須用人工拋盤來反復檢驗流量,不僅工人勞動強度大,而且變料調(diào)整時間長,引起物料配比較大波動;有時現(xiàn)場電位器由于振動電壓發(fā)生偏移,造成物料量變化后人工不能及時發(fā)現(xiàn),以至影響配料精度。因此對配料系統(tǒng)進行自動化改造勢在必行。該廠與攀鋼自動化部合作,于1996年在1#配料系統(tǒng)上采用了Honeywell S9000小型集散系統(tǒng)控制配料,運行效果良好。由于1#、2#配料系統(tǒng)設備呈并行布置、由一燒車間同一治理,單個配料系統(tǒng)采用自動配料,對生產(chǎn)操縱及降低勞動強度,以及生產(chǎn)效率的進步等作用不能充分發(fā)揮出來,因此根據(jù)該廠1#、2#配料系統(tǒng)設備布置及操縱治理要求,更好地發(fā)揮計算機控制系統(tǒng)的功能,節(jié)省投資,便于集中治理,該廠與攀鋼自動化部于1997年再度合作,將1#自動配料系統(tǒng)成果在2#配料系統(tǒng)上推廣應用,且由一臺監(jiān)控站實現(xiàn)雙配料系統(tǒng)的監(jiān)控,并通過公司鑒定。
1 鐵廠配料系統(tǒng)系統(tǒng)組成
整個系統(tǒng)由一臺監(jiān)控站、兩臺9100e型控制器、兩臺并行I/O擴展箱及有關模塊、電子皮帶秤秤架、現(xiàn)場信號放大器及稱重傳感器、核子秤等組成。
為了檢測圓盤的下料量,在每一圓盤與集料皮帶之間安裝一皮帶電子秤。配料皮帶秤采用南京創(chuàng)豐儀表公司生產(chǎn)的STH-800型電子皮帶秤。該秤在結構上比較公道,秤框架均為鑄鋼件,整體結構好,不易變形;皮帶機的頭尾輪采用了鼓形輪,皮帶不易跑偏,稱重傳感器選用西班牙進口的充氮式全密封傳感器,性能穩(wěn)定;BS-Ⅲ型信號放大用具有數(shù)字式瞬時顯示,直觀、線性度好。
監(jiān)控站:采用臺灣研華IPC610 486/66(8MB內(nèi)存,270MBHD,VISA卡)產(chǎn)業(yè)控制機,菲利普51cm CRT。
控制器:選用9100e型控制器。該控制器由回路處理器模板、邏輯處理器模板、控制器機架及電源模板組成。
擴展箱:I/O擴展箱有就地和遠傳兩類,我們選用就地并行I/O擴展箱SE9021,總槽數(shù)為12。
I/O模板:9000系列回路及邏輯控制器的I/O模板皆為標準尺寸,可插于控制器機架(包括I/O擴展箱機架)的任一槽位。根據(jù)控制要求,本系統(tǒng)選用下列4種模件:高速模擬量輸進模件621-0022-RC;模擬量輸出模件621-0010-AR;240VAC開關量輸進模件621-1250R;24VDC開關量輸出模件621-6550R。
2 鐵廠配料系統(tǒng)系統(tǒng)工作原理
給料圓盤電機的調(diào)速設備仍利用原有的可控硅直流調(diào)速裝置。
各種原料的流量通過皮帶秤的檢測后,通過現(xiàn)場的放大器將微弱的電壓信號(0~30mV)轉換成標準的電流信號(4~20mA),送到控制系統(tǒng)的I/O模塊,這些信號經(jīng)過9100e控制器的CPU采集及PID處理后得到相應的電信號,用來控制給料圓盤電機的轉速。由此達到自動控制配料的目的。
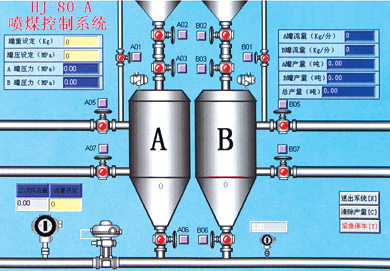
以2#配料系統(tǒng)為例,配料控制系統(tǒng)原理圖如圖1所示。
由于熱返礦的溫度及現(xiàn)場環(huán)境的限制,不宜采用皮帶電子秤檢測圓盤下料量,故采用核子秤進行非接觸式連續(xù)丈量,即在原有設備基礎上,在熱返礦下料口前、下料口后的混-3總料皮帶上分別安裝一臺核子秤,分別檢測熱返礦下料口前、下料口后的混合物料的重量,并用二者之差來控制熱返礦給料圓盤電機的轉速。
2.1 鐵廠配料系統(tǒng)單監(jiān)控站對雙配料系統(tǒng)托利多稱重傳感器的監(jiān)控
在上位機進行監(jiān)控組態(tài)編程,包括邏輯控制、順序控制、連續(xù)控制。1#、2#系統(tǒng)的組態(tài)分別下裝到1#、2#控制器,分別對1#、2#系統(tǒng)進行過程檢測和控制。兩臺控制器相互獨立運行各自的系統(tǒng),互不干擾。因此,根據(jù)Honeywell S9000小型集散系統(tǒng)的特點,結合我廠設備布置情況,采用一個監(jiān)控站實現(xiàn)對兩個自動配料系統(tǒng)的監(jiān)控,不僅便于車間同一治理、崗位操縱,而且節(jié)省一臺工控機、顯示器及購買控制軟件等,因而節(jié)省了投資。
2.2 鐵廠配料系統(tǒng)秤架+主控計算機模式
過往攀鋼燒結配料曾采用DDZ系列組合儀表+配料電子秤+調(diào)速控制器等構成的單機控制形式,但由于DDZ系列儀表控制系統(tǒng)結構比較繁瑣,各通道間相互獨立、調(diào)試困難,輕易受燒結現(xiàn)場惡劣環(huán)境的影響和干擾,因而故障率高,維護工作量大,難以滿足燒結配料工藝的要求。近年來,隨著計算機控制技術的廣泛應用,國內(nèi)鋼鐵行業(yè)中有很多單位已采用計算機實現(xiàn)燒結配料自動控制,其燒結配料自動控制儀表多采用秤架+二次智能儀表+主控計算機形式,二次智能儀表用作標定、校零、計量、數(shù)據(jù)顯示和現(xiàn)場信號的處理。由于燒結配料環(huán)境惡劣,多一個環(huán)節(jié)就多一個故障點,而且也不適應集中治理,為此,本系統(tǒng)采用的是秤架+主控計算機模式,取消了中間二次智能儀表,見圖1,將治理、控制、標定操縱等同一由監(jiān)控站控制實現(xiàn),因而可靠性得到進步,設備故障率低、維護量少,且改變策略方便。
2.3 控制系統(tǒng)軟件設計
由于該系統(tǒng)采用了秤架+主控計算機的先進方案,取消了二次智能儀表,原二次智能儀表的各個功能必須要在主控計算機上開發(fā)軟件來實現(xiàn),才能達到自動控制配料的目的。
根據(jù)燒結配料工藝、配料稱量特點和控制要求,結合Honeywell S9000的軟件性能,我們獨立編制了完全替換智能二次儀表功能的用戶軟件。用戶程序的開發(fā),采用梯形圖(Ladder)和連續(xù)控制圖(CCC)以及這兩者相結合的方法。由于Honeywell S9000小型集散控制系統(tǒng)控制器內(nèi)裝有兩塊獨立運行的32位CPU,分別對開關量和模擬量(包括PID回路控制)進行處理,兩個CPU之間又能互相交換數(shù)據(jù),因此運算、控制速度快,功能很強。為了充分發(fā)揮邏輯處理器運算速度快、精度高的優(yōu)點,我們將計量、過程邏輯控制等功能交由邏輯CPU處理;過程調(diào)節(jié)交由回路CPU處理。
本系統(tǒng)通過編程可同時在兩個配料系統(tǒng)運行下實現(xiàn)如下功能:雙系統(tǒng)工藝流程、實時數(shù)據(jù)顯示;系統(tǒng)控制1#~14#圓盤自動順序延時3s啟動和停止;實現(xiàn)1#~14#配料圓盤和熱返礦的配料自動控制;緩料時圓盤順序延時3s停機,啟動及緩料結束圓盤順序延時3s啟動,事故停機后啟動時圓盤同時起動;料量超限報警、電子秤的校零、標定、計量;料量比例控制(包括新料比例控制和總料比例控制),增減料在計算機主工藝流程畫面上進行,分單臺設定和集中設定兩種;數(shù)據(jù)報表打印,啟動和停止報表打印;數(shù)據(jù)歷史趨勢圖形顯示;給定和過程值實時趨勢圖形顯示。
控制精度的實現(xiàn),以單位時間(本設計為5min)內(nèi)給定料量與實際下料量比值在給定的誤差范圍內(nèi)為基本設計思想。根據(jù)給定料量的大小與小皮帶返回的下料量的比較值來調(diào)節(jié)圓盤的轉速,使圓盤的下料量在單位時間內(nèi)基本保持恒定。
3 系統(tǒng)運行效果
單監(jiān)控站控制雙配料系統(tǒng)于1997年10月投進運行。運行期間,兩個配料系統(tǒng)工作狀況良好,各自獨立,互不干擾;秤架和現(xiàn)場放大器性能穩(wěn)定,經(jīng)標定(掛碼標定與實物標定)測試,該燒結配料自動控制系統(tǒng)能正確計量,各圓盤料量調(diào)節(jié)反應速度快,控制精度也達到預期的要求。
4#、5#、6#為精礦給料圓盤,由于精礦含水量大、下料成塊狀不連續(xù)且對小皮帶的沖擊大,因而控制起來較其它圓盤而言難度大。生產(chǎn)實踐表明,精礦控制精度達到正負1.5%以內(nèi),其余物料控制精度達到正負1%以內(nèi),較好地滿足了燒結配料工藝的要求。熱返礦仍采用人工拋盤來進行驗證,控制精度在2%以內(nèi)。一段時間以來的運行證實,該系統(tǒng)具有性能可靠,工藝畫面直觀,操縱簡單等優(yōu)點。
該配料系統(tǒng)的投運,不僅改變了該車間過往人工拋盤配料的落后狀況,極大地減輕了崗位的勞動強度,簡化了作業(yè)程序,帶來了巨大的社會效益,而且對該車間燒結礦生產(chǎn)指標的進步產(chǎn)生了良好的效果,取得了較好的經(jīng)濟效益。
鐵廠燒結配料自動化控制系統(tǒng) 定量給料機鐵廠高爐配料自動化控制系統(tǒng)
GL3000高爐配料控制系統(tǒng)采用靜態(tài)計量方式,配料精度高,控制可靠性強。根據(jù)料制自動編排配料順序,系統(tǒng)根據(jù)配料順序全自動完成高爐上料。單接料車、雙接料車兩種上料方式、單皮帶、雙皮帶兩種輸送方式,能同時控制大、小料鐘和卷揚,同時記錄每次上料記錄,按班、日、月、年統(tǒng)計出各種料的上料量。
TDG調(diào)速定量給料皮帶秤-控制原理圖:TDG調(diào)速定量給料皮帶秤-概述:TDG調(diào)速定量給料皮帶秤系列,采用動態(tài)給計量方式和計算機變頻控制,設備皮帶自動張緊裝置、跑偏報警保護及現(xiàn)場控制開關,具有運行穩(wěn)定、可靠性高的優(yōu)點,計量精度高,能在較惡劣的環(huán)境下正常工作,適用于建材、冶金、化工、糧食等行業(yè)的散狀物料的配料和計量,是實現(xiàn)自動化控制、穩(wěn)定產(chǎn)品質(zhì)量的理想計量設備。TDG調(diào)速定量給料皮帶秤-
鐵廠配料系統(tǒng)結構特點:
1.由冷彎C型鋼板組成秤體框架,結構新穎,強度大,適合于各種規(guī)格非標秤體的設計;
2.一體化直聯(lián)式減速電機,國外進口技術制造,低噪音、低震動、抗粉塵、長壽命、高可靠性;? 減速電機帶反力矩撐 板,軸裝結構。與秤體主動滾筒直接相聯(lián),安裝、調(diào)試與維護極其方便。
3.環(huán)形無接頭皮帶,可根據(jù)工藝選擇:平皮帶、擋板結構、裙邊皮帶結構;
4.獨特的X型簧片稱量機構,簧片受力更均勻,線性與重復性更好;
5.弱磁式齒輪測速裝置的設計,配合測速電路真實的反應了電機速度,測速信號準確、可靠;
6.獨特的皮帶防跑偏裝置,仿申克秤三托輥結構,可自由調(diào)節(jié)張緊托輥;
7.秤體進料裝置自帶托板,可控制進料量與封料,以便秤體標定與校零;TDG調(diào)速定量給料皮帶秤-主要技術參數(shù):系統(tǒng)精度:≤±0.5%;
調(diào)速范圍:1:10;調(diào)速方式:變頻調(diào)速;工作方式:連續(xù)使用環(huán)境:儀表-50~50℃;秤體-30~50℃;相對時度≤90%電源:~220V -15%-10%,50Hz(微機部分);給料范圍:0.2~2000t/h。工藝流程模擬圖:測速信號;40脈沖/轉TDG調(diào)速定量給料皮帶秤-配置表:皮帶寬度(mm)減速電機型號規(guī)格(SBD50、65系列)皮帶線速度(m/s)荷重傳感器(kw)變頻器額定轉速(Hz)臺時產(chǎn)量(t/h)參考臺時產(chǎn)量(t/h)650SBD65-923-1.1kw0.008250500.1~1.00.2~0.8650SBD65-619-1.1kw0.0254500.4~4.00.65~3.2800SBD65-253-1.5kw0.06211002.0~204.0~16800SBD65-102-1.5kw0.15391004.0~4010~321000SBD65-91-1.5kw0.172510010~10040~801200SBD65-59-1.5kw0.266120016~16080~120秤體寬度:B500~1800mm;臺時產(chǎn)量:0.2~2000t/h;
以下為您推薦閱讀:
混凝土配料系統(tǒng)_混凝土配料控制系統(tǒng)
本站內(nèi)容未經(jīng)許可禁止復制轉載!©2002 廣州南創(chuàng)電子科技有限公司
聯(lián)系電話:020-82303306 公司傳真:020-82303511下班及雙休日請撥打各品牌負責人電話電話詳情
備案號: 粵ICP備11086172號-1![]()
![]()
![]()